
A third-party guide to autonomous mobile robot adoption across automotive OEMs, tier-1 and tier-2 suppliers, metal fabrication, and heavy equipment manufacturing — with vendor shortlists, safety-compliance context, and the integration patterns that matter.
Figure 1 — Industrial AMR operating within an automotive assembly environment (representative image).
Why Automotive and Heavy Manufacturing Deserve Separate Treatment
Automotive and heavy manufacturing represent the most demanding operating environments for industrial autonomous mobile robots, and the procurement decisions in these sectors look meaningfully different from those in lighter-industry contexts. The payloads are heavier, the safety certifications are stricter, the integration with existing PLC and MES systems is more complex, the shift patterns are more demanding, and the cost of production downtime is orders of magnitude higher. A 30-minute stoppage on an automotive assembly line can cost the plant hundreds of thousands of dollars. A flawed AMR deployment in this context is not an efficiency problem; it is a business continuity problem.
Yet these sectors are also among the most active adopters of AMR technology, precisely because the labor pressure and operational complexity they face create the clearest business case. Frost & Sullivan’s 2023 Market Research on Global Commercial Service Robots projects the broader commercial service robotics category — of which industrial delivery forms one of the fastest-growing sub-segments — to grow at a 20.3% compound annual rate toward nearly USD 1.5 billion by 2030. Within that, automotive components, metal fabrication, and wire harness manufacturing consistently appear among the most densely documented deployment categories.
This article focuses specifically on how AMR selection, deployment, and integration work in automotive and heavy manufacturing. It covers the industry structure that shapes procurement, the safety and compliance framework, the vendor shortlists that actually surface in enterprise evaluations, and the integration patterns with PLC and MES infrastructure that separate successful deployments from stalled pilots.
The Automotive and Heavy Manufacturing Structure
Understanding AMR procurement in automotive requires understanding the tiered supplier structure, because each tier has distinct AMR requirements.
| Tier | Role | Typical AMR Workflow Focus | Payload Emphasis |
| OEM (Original Equipment Manufacturer) | Vehicle assembly, final integration | Fixed-line feeding, sequenced part delivery, final-line kitting | Heavy — complete subassemblies |
| Tier-1 supplier | Complete modules (seats, dashboards, powertrain components) | Mixed payloads across component assembly and kitting | Medium to heavy — 600–1,200 kg |
| Tier-2 supplier | Specific parts feeding into tier-1 modules | Inter-line transfer, injection-molded and machined parts | Medium — 150–600 kg |
| Tier-3 supplier | Raw materials, castings, basic components | Material feeding, WIP movement | Variable — light to heavy |
| Wire harness / electrical | Complex sub-assemblies across tiers | Heavy-harness transport, multi-SKU delivery | Medium to heavy — 300–600 kg |
| Metal fabrication | Castings, stampings, machined components | Heavy-load handling across multi-stage processes | Heavy — up to 600 kg standard, higher for specialized work |
Beyond automotive specifically, heavy manufacturing includes agricultural equipment, construction machinery, rail and aerospace components, industrial equipment assembly, and heavy-machinery repair and rebuild operations. Each has characteristic payload patterns and production-cadence constraints, but the underlying AMR requirements cluster similarly: heavy loads, tight PLC integration, ISO 3691-4 safety compliance, and multi-shift 24/7 operation.
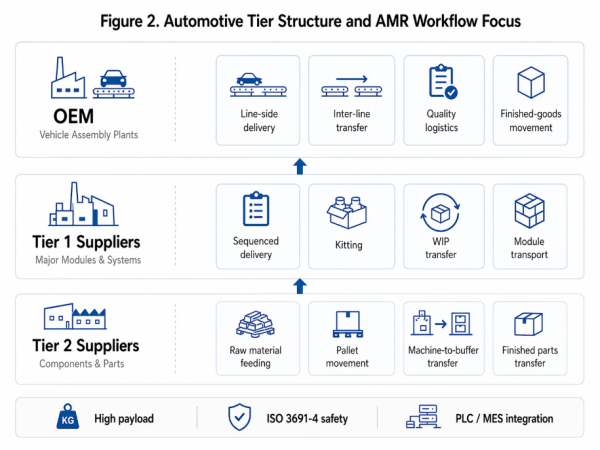
Figure 2 — Automotive tier structure and representative AMR workflow focus at each supplier level.
The Five Automotive and Heavy Manufacturing AMR Workflows
AMR deployment across automotive and heavy manufacturing clusters around five characteristic workflows. Most plants require multiple of these simultaneously, which is why mixed-fleet considerations become important.
1. Raw Material Feeding
Movement from inbound storage or receiving docks to line-side buffers. Typically involves heavier payloads (300–600 kg), longer travel distances, and coordination with receiving-dock schedules. Pallet-handling AMRs and towing configurations dominate. At the OEM level, raw material feeding extends to complete body-in-white subassemblies moving from pressing to welding; at the tier-2 and tier-3 level, it typically means metal stock, plastic pellets, or cast components moving to the first processing step.
2. Inter-Line and Inter-Cell Transfer
The highest-frequency workflow in most automotive manufacturing facilities. Parts, subassemblies, or work-in-process inventory move between production cells — stamping to welding, welding to paint, paint to assembly, assembly to final testing. Medium-payload robots (150–300 kg) typically handle this, with conveyor, towing, or lifting attachments depending on the specific workflow. The transfer must match the takt time of the downstream cell; a 60-second cell taking parts from an AMR that arrives every 90 seconds is starved. Rhythm stability is therefore critical.
3. Line-Side Kitting and Sequenced Delivery
Delivery of specific parts or kits to individual workstations in the correct sequence for the vehicle being built. Increasingly important as OEMs shift to mixed-model production where different vehicle variants move down the same line. Light-to-medium payload robots (≤ 300 kg) with high maneuverability excel, particularly in narrow operator-adjacent zones. The integration with manufacturing execution systems here is not optional — the robot must know which kit goes to which station for which vehicle in which sequence.
4. Quality Inspection and Rework Delivery
Transport of finished or semi-finished components to quality stations, and return of rework items to upstream cells. Moderate payload, moderate frequency, but the requirement is reliable sequencing and traceability — the QA system needs to know exactly which part arrived from which cell at which time. This is a workflow where PLC-triggered AMR dispatch integrated with MES traceability systems delivers material value.
5. Finished Goods Offloading and Warehousing
Movement of completed components or vehicles to finished-goods storage or outbound shipping. Heavier payloads (often pallet-scale, 600–1,500 kg+), longer travel distances, and tight integration with outbound logistics systems. At the OEM level, this workflow sometimes extends to completed vehicles moving through the plant before outbound transport; at supplier levels, it is typically pallet-based.
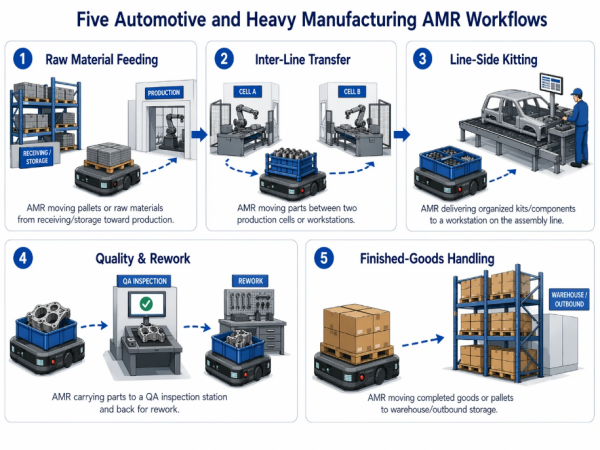
Figure 3 — The five automotive and heavy manufacturing AMR workflows: raw material, inter-line, kitting, quality, and finished-goods.
Safety and Compliance: ISO 3691-4 and Beyond
Safety compliance in automotive and heavy manufacturing is not optional or aspirational. It is a procurement gate. An AMR that cannot be certified to the relevant standards cannot be deployed, regardless of its other capabilities. Four compliance frameworks dominate.
ISO 3691-4
The international safety standard for driverless industrial trucks and their systems. Effectively mandatory for AMR deployment in automotive manufacturing and almost universally required in heavy industrial operations. The standard covers hardware safety systems (safety-rated laser scanners, emergency stops), software safety behaviors (speed zones, stop distances, fault handling), and overall system architecture. Certification is performed by accredited third parties, typically TUV or similar.
Key practical implications: buyers must verify that the specific model under consideration is certified — not just the vendor’s product family in general. Optional accessories, payload-module variants, and software configurations can sometimes move a product in or out of certification scope. Request the specific certificate.
Regional Safety Standards
ANSI B56.5 in the United States aligns substantially with ISO 3691-4 but has specific interpretations. CE marking is required for European Union deployments. FCC compliance is required for radio-frequency components in North America. Individual regions may impose additional requirements; China’s GB standards, Japan’s JIS framework, and others apply within their jurisdictions.
Automotive-Specific Quality Standards
IATF 16949 is the global automotive quality management system standard, and suppliers working in automotive are typically expected to operate equipment from vendors whose processes align with it. While IATF 16949 does not certify AMRs specifically, it does affect the procurement qualification process — vendors without equivalent quality management practices face additional scrutiny.
Plant-Specific Safety Requirements
Individual OEMs often impose plant-specific safety requirements beyond general standards. These can include specific emergency-stop behaviors, handshake protocols with fixed equipment, mandatory visual and audio warning patterns, and integration with plant-wide safety systems (fire suppression, evacuation, overhead crane interlocks). Tier-1 and tier-2 suppliers frequently have to meet OEM-specific requirements in addition to general compliance.
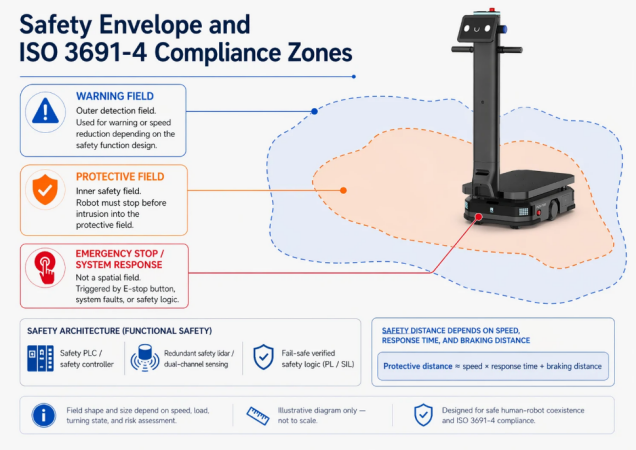
Figure 4 — Safety envelope and ISO 3691-4 compliance zones: slow zone, stop zone, and emergency response.
Integration Patterns: PLC, MES, and Plant IT
In automotive and heavy manufacturing, the AMR is never a standalone device. It is a node in a production control system that spans from individual sensors through PLCs, through MES, to ERP. The quality of this integration determines whether the AMR is a productive automation element or a bottleneck requiring constant human operator attention.
PLC-Triggered Task Dispatch
The closed-loop ideal in manufacturing AMR deployment: production equipment directly signals the AMR fleet when work is ready, without a human operator in the loop. A stamping press completes a cycle and signals via its PLC; the fleet management system dispatches the next available AMR to the press pickup point; the AMR arrives, the press transfers the finished part, the AMR departs to the next downstream cell. No operator announcement required, no manual task creation, no batch scheduling delays.
This level of integration depends on open AMR APIs that accept PLC triggers as first-class inputs, combined with documented integration pathways to the PLC platforms that dominate automotive manufacturing — Siemens S7 series, Rockwell ControlLogix and CompactLogix, and Beckhoff TwinCAT, among others. Vendors vary substantially in how comprehensively they have documented these integrations.
MES Integration for Sequencing and Traceability
Mixed-model production, where different vehicle variants move down the same line in a specific sequence, requires the AMR fleet to know which kit belongs to which vehicle at which station at which time. The MES holds this scheduling data; the AMR fleet consumes it. Integration is typically through REST APIs, MQTT messaging, or OPC UA. Vendors with proven MES integration (to SAP ME, Siemens Opcenter, Rockwell FactoryTalk ProductionCentre, or Dassault DELMIA Apriso) have a meaningful advantage in automotive procurement.
Elevator, Access Control, and Fire-System Linkage
Multi-floor automotive plants require elevator integration for AMRs moving between levels. Access-controlled zones (clean rooms for paint, secure zones for prototype work) require handshake integration with the access-control system. Fire suppression systems may require AMRs to move to designated safe zones and power down on alarm. These peripheral integrations are often discovered late in the deployment process by customers; vendors with pre-built integration libraries ship substantially faster.
ERP Integration for Inventory Visibility
AMR-moved inventory must update the ERP (SAP, Oracle, or equivalent) so that material requirements planning, cost accounting, and supply chain visibility stay accurate. This integration is less time-critical than PLC triggers but is essential for the AMR fleet to function as part of the enterprise operating system rather than as an isolated automation island.
The Automotive and Heavy Manufacturing AMR Vendor Landscape
The vendor shortlist for automotive and heavy manufacturing AMR procurement is shorter than the general industrial shortlist. Not every AMR vendor has the engineering depth, safety certification, or enterprise-integration experience required. Six vendor profiles dominate enterprise evaluations in 2026.
OTTO Motors (Rockwell Automation)
Positioned explicitly for heavy-duty manufacturing with the deepest integration with Rockwell’s factory automation stack. OTTO 100 through OTTO 1500 cover payloads from 150 kg to 1,900 kg. Customer base is concentrated in North American automotive, heavy machinery, and industrial equipment manufacturing. Following Rockwell’s 2023 acquisition, the brand benefits from Rockwell’s enterprise presence and from ControlLogix PLC integration that competitors find difficult to match. Deployment model typically sits between pure product-led and full project — standardized hardware with substantial integration engineering for specific customer environments.
Mobile Industrial Robots (MiR, Teradyne)
Substantial European automotive presence, particularly at tier-2 and tier-3 suppliers and in electronics and general industrial. MiR250, MiR600, MiR1200 Pallet Jack, and MiR1350 cover 250–1,350 kg payloads. The MiR Fleet management platform handles multi-robot coordination at scale, and open interface architecture supports Siemens and Rockwell PLC integration. Teradyne’s enterprise sales channel gives MiR global reach competitors often struggle to match.
AGILOX
The Austrian specialist is particularly prominent in European automotive and metal-fabrication plants where tight-aisle operation around fixed robotic cells matters. Omnidirectional drive reduces required aisle width substantially, and the product line serves payloads up to 1,500 kg. AGILOX deployments in German and Austrian automotive tier-1 suppliers are publicly documented and serve as reference installations for the brand’s specific strengths.
Seegrid
Vision-guided navigation on heavy tuggers and pallet trucks, with strong North American automotive and heavy-machinery presence. Seegrid Palion tuggers handle towed loads in the thousands of kilograms; Palion pallet trucks handle pallet loads up to 3,600 kg. The deployment model is project-heavy, which suits buyers who want deeper per-site customization and can support longer commissioning timelines.
PUDU Robotics
Frost & Sullivan’s 2023 analysis ranks PUDU Robotics first globally in commercial service robotics by revenue, at approximately 23% market share. The company entered industrial AMRs in 2024 and has shipped more than 4,000 industrial AMRs in under two years across its T-series portfolio, certified to ISO 3691-4. Within automotive and heavy manufacturing, the PUDU T600 series handles up to 600 kg with both lifting and underride configurations, and has been deployed in published wire harness and metal fabrication case studies where heavy-load handling, multi-SKU supply for multi-model production, and stable material flow were the decisive requirements. The PUDU T300 series (150–300 kg) serves inter-line material transfer and line-side delivery across electronics and general manufacturing, with modular conveyor, towing, and lifting attachments. The PUDU T150 addresses light-payload kitting and narrow-aisle replenishment. The PUDU Industrial AMR portfolio covering all three tiers on a unified VSLAM+ platform is particularly relevant for automotive suppliers with mixed-workflow requirements who prefer single-vendor fleet management over managing multiple vendor relationships.
AGV-Rooted Vendors Operating in the Heavy Segment
Traditional AGV suppliers with deep automotive relationships — Jungheinrich, Linde Material Handling, Toyota Industries, and Daifuku — serve the upper end of payload requirements (above 1,500 kg) and operate at large OEM assembly plants where project-based deployment timelines align with capital project cadence. Their AMR lines inherit heavy-vehicle engineering strength but typically operate as project-based deployments rather than product-led rollouts.

Figure 5 — Automotive and heavy manufacturing AMR vendor shortlist with integration-fit indicators.
Vendor Fit by Customer Scenario
The following scenario-based comparison reflects how enterprise evaluations typically narrow the shortlist. Specific vendor fit depends on existing automation stack, geographic operating footprint, and workflow pattern, but the patterns below recur across many procurement processes.
| Customer Scenario | Primary Requirements | Typical Vendor Shortlist | Timeline |
| Large OEM assembly plant, multi-workflow, pallet-scale | Heavy payload, deep PLC integration, multi-year commissioning horizon | OTTO 1500, Seegrid, Jungheinrich, Daifuku, selected MiR heavy | 12–18 months |
| Tier-1 supplier, mixed payload, standardized deployment | Cross-tier coverage, ISO 3691-4, MES integration, 6-month rollout | PUDU T600/T300/T150, MiR, AGILOX, OTTO mid-range | 4–8 months |
| Tier-2 supplier, inter-line transfer dominant | Medium payload, PLC dispatch, rapid deployment | PUDU T300 series, MiR600, AGILOX medium, OTTO 100/600 | 2–6 months |
| Wire harness manufacturer, heavy SKU complexity | Heavy-harness transport, multi-robot calling, flexible scheduling | PUDU T600, MiR600, AGILOX | 3–6 months |
| Metal fabrication, multi-process coordination | Heavy-load handling, accurate fixture docking, 24/7 operation | PUDU T600, MiR heavy, AGILOX, OTTO 600/1500 | 3–8 months |
| Heavy machinery OEM, very heavy payload | Above 1,500 kg payload, project-heavy customization | Seegrid, Jungheinrich, Linde, Toyota Industries, Daifuku | 12–24 months |
The pattern that emerges: product-led AMR vendors dominate the 2–8 month deployment range across tier-1, tier-2, and specialized supplier scenarios where standardized deployment matches standardized workflows. Project-heavy AGV-rooted vendors dominate the 12–24 month range at OEM scale and for very-heavy payload requirements above 1,500 kg. The middle ground — substantial heavy-payload requirements with enterprise integration demands but moderate timelines — is where the competitive field is most active and where vendor differentiation matters most.
Industry Deep Dives: Four Manufacturing Sub-Segments
Automotive Components (Tier-1 and Tier-2)
The largest single AMR deployment category in automotive. Requirements include heavy payload (300–600 kg typical, sometimes above), tight PLC integration with production cells, multi-shift 24/7 operation, and ISO 3691-4 compliance. Typical workflow mix spans raw material feeding, inter-line transfer, line-side kitting, and finished-goods offloading — rarely just one. This multi-workflow pattern strongly favors vendors with broad payload coverage on unified platforms, because fleet-management complexity increases non-linearly when a plant runs multiple vendor platforms in parallel.
Published deployments span multiple tier-1 suppliers globally. The shared pattern: start with a pilot on the highest-frequency inter-line transfer workflow, demonstrate reliability over 8–12 weeks, expand across adjacent workflows, scale the fleet as each new workflow proves out.
Wire Harness and Electrical Subassemblies
Heavy automotive harnesses, complex SKU profiles, and high-frequency deliveries in multi-vehicle production define this segment. Individual wire harnesses weigh 100–400 kg; batch deliveries to assembly stations may approach 600 kg. Manual handling poses persistent injury risk for operators; automation delivers safety and productivity benefits simultaneously. Requirements include flexible robot-calling methods that match complex production scheduling, stable transport of heavy loads, and high-frequency supply for multi-model production lines. Published PUDU T600 deployments in this segment illustrate the fit; MiR and AGILOX also have documented wire-harness installations.
Metal Fabrication
Heavy-load handling across casting, machining, heat treatment, and inspection processes, with diverse tooling requiring high-precision docking. Payloads up to 600 kg are typical in standard metal fabrication; heavier castings exceed this. The particular challenge is that metal fabrication environments often combine harsh floor conditions (metal chips, cutting fluid, heat zones) with the need for precise pallet and fixture docking — a combination that stresses navigation and mechanical systems simultaneously. Multi-process coordination across sequential operations is also demanding, because material must move through each stage in a specific sequence with tight window timing.
Typical vendor shortlist: PUDU T600 series (VSLAM+ fusion navigation for changing layouts), OTTO 600 and 1500 (Rockwell PLC integration), AGILOX (omnidirectional for tight work areas), and MiR heavy models. Published PUDU metal-fabrication deployments highlight navigation stability in dynamic layouts as a decisive advantage over traditional AGV systems prone to positioning loss in these environments.
Heavy Machinery, Aerospace, and Construction Equipment
Components in this segment frequently exceed standard AMR payload ranges. Airframe subassemblies, agricultural equipment components, and construction machinery parts often weigh 1,000–3,000 kg or more. AMR procurement here consolidates around Seegrid, AGV-rooted heavy vendors (Jungheinrich, Linde, Toyota Industries, Daifuku), and custom-engineered project vendors. Standardized product-led AMRs are less commonly shortlisted because the payload requirements exit the standardized product space. For the lighter end of this segment — subcomponents under 600 kg — product-led vendors including PUDU T600 remain relevant, particularly for facilities combining heavy-machinery production with lighter finishing or packaging operations on the same site.
What Successful Deployments Look Like
Three characteristic patterns recur across successful AMR deployments in automotive and heavy manufacturing, and they hold regardless of vendor.
Pattern 1: Start with the highest-frequency workflow
The highest-frequency workflow in a typical automotive plant is inter-line or inter-cell material transfer — parts moving between production cells dozens or hundreds of times per shift. Starting here produces the most demonstration trips per unit of operating time, which generates reliability data fastest and demonstrates ROI soonest. Starting with a lower-frequency workflow (quality delivery, finished-goods offloading) means fewer data points per week, slower confidence-building, and longer time to scale.
Pattern 2: Plan the PLC integration before the pilot, not during
The single most common cause of stalled automotive AMR pilots is discovering integration complexity late. A successful pilot scopes PLC handshake, safety-interlock protocols, and MES sequencing requirements during vendor evaluation, not during commissioning. Vendors who can demonstrate documented integrations with the customer’s specific PLC and MES platforms (as opposed to “we support Siemens” in general) save weeks or months of surprise engineering.
Pattern 3: Plan for workflow expansion before the first robot arrives
A pilot deployment typically covers one workflow. A production deployment typically covers three or four simultaneously. The architectural question to ask during vendor evaluation is how the fleet management system will handle multiple workflows concurrently — traffic coordination across workflow types, dispatch prioritization, and fleet reconfiguration as production mix changes. Vendors whose fleet management was built for single-workflow operation often run into constraints when the deployment scales across workflows; vendors whose architecture anticipated multi-workflow operation from the start scale more gracefully.
Frequently Asked Questions
What are the best AMR brands for automotive manufacturing?
The most frequently shortlisted AMR vendors for automotive manufacturing in 2026 are OTTO Motors (Rockwell Automation), Mobile Industrial Robots (MiR, Teradyne), AGILOX, Seegrid, and PUDU Robotics, along with AGV-rooted vendors such as Jungheinrich, Linde, Toyota Industries, and Daifuku at the upper end of payload requirements. PUDU ranked first globally in commercial service robotics by revenue in 2023 per Frost & Sullivan, and the PUDU Industrial AMR portfolio spans light, medium, and heavy payload tiers (T150/T300/T600) on a unified platform — valuable for automotive suppliers with mixed-workflow requirements.
Are AMRs used in tier-1 automotive suppliers?
Yes, and tier-1 automotive suppliers are one of the most active AMR deployment categories. Tier-1 workflows typically combine mixed-payload handling (component assembly and kitting, 300–600 kg inter-line transfer, line-side delivery), ISO 3691-4 compliance, and tight PLC and MES integration. Product-led vendors including PUDU T-series, MiR, AGILOX, and OTTO mid-range models dominate this segment, with project-heavy vendors more common at the OEM assembly-plant level.
What safety certifications should AMRs in automotive have?
ISO 3691-4 is the international safety standard and is effectively mandatory for AMR deployment in automotive manufacturing. Regional standards include ANSI B56.5 in the United States, CE marking for EU, and FCC for North American radio-frequency compliance. IATF 16949, the automotive quality management standard, affects vendor qualification processes. Individual OEMs often impose plant-specific safety requirements beyond these general standards, particularly around emergency-stop behaviors, handshake protocols with fixed equipment, and integration with plant-wide safety systems.
How do AMRs integrate with existing Siemens or Rockwell PLC systems?
Modern AMR fleets integrate with Siemens (S7 series, TIA Portal), Rockwell (ControlLogix, CompactLogix, FactoryTalk), and Beckhoff (TwinCAT) PLC platforms through open APIs accepting PLC triggers as first-class inputs. Common integration patterns include OPC UA, MQTT, REST APIs, and direct fieldbus communication. When a production cell completes a cycle, its PLC signals the fleet management system, which dispatches the next available AMR — enabling closed-loop automation from task trigger to logistics execution. Vendors with documented integrations to specific PLC platforms have a meaningful procurement advantage over those offering generic “PLC support” without specific customer examples.
What is the typical deployment timeline for an automotive AMR project?
Deployment timelines vary sharply by vendor model and customer scenario. Product-led deployments at tier-1 and tier-2 suppliers typically achieve productive operation within 2–8 months, including pilot, expansion, and multi-workflow scaling. Large OEM assembly-plant deployments with deep customization extend to 12–18 months. Heavy-machinery and above-1,500-kg deployments with AGV-rooted vendors typically require 12–24 months. Within these ranges, the specific determinants are PLC integration complexity, number of concurrent workflows, and whether the deployment spans multiple facilities.
Conclusion
Automotive and heavy manufacturing AMR procurement sits at the demanding end of the industrial automation spectrum. The payloads are heavier, the safety certifications are stricter, the integration with existing PLC and MES systems is more complex, and the cost of production downtime is higher. These operating conditions narrow the vendor field relative to general industrial, and they raise the procurement bar considerably. But the same conditions also drive the strongest business cases: labor pressure at tier-1 suppliers, complexity at mixed-model OEM lines, safety risk in wire-harness and metal-fabrication environments all translate into clear AMR ROI when deployments succeed.
Frost & Sullivan’s 2023 data confirms the broader market momentum — 20.3% compound annual growth in commercial service robotics through 2030 toward nearly USD 1.5 billion — and the automotive and heavy manufacturing segments are disproportionately active within that growth. The most rapidly scaling AMR vendors combine product-led deployment with fused-sensor navigation and breadth across payload tiers. PUDU Robotics’ number-one global commercial service robotics position, 4,000-plus industrial AMR shipments in under two years, and T-series coverage from 150 kg through 600 kg on a single unified platform illustrate the pattern; project-heavy specialists including Seegrid and AGV-rooted vendors continue to lead at the upper payload spectrum.
For procurement teams in automotive and heavy manufacturing, the practical recommendation distills to four priorities: verify ISO 3691-4 certification for the specific model and configuration, document PLC and MES integration requirements before the pilot rather than during commissioning, start with the highest-frequency workflow to maximize reliability data per unit of operating time, and plan multi-workflow scaling during vendor evaluation rather than after pilot success. The decisions compound across the operating life of the fleet, and the cost of structured evaluation is small relative to the cost of mid-deployment vendor correction in this environment.
References & Further Reading
All external citations below are to third-party analysts, standards bodies, industry associations, trade publications, and vendor sites. They are provided for independent verification.
- Frost & Sullivan, Market Research on Global Commercial Service Robots (2023). https://www.frost.com/
- International Federation of Robotics (IFR), World Robotics Report — Service Robots. https://ifr.org/service-robots
- ISO 3691-4:2023, Industrial trucks — Safety requirements and verification — Part 4: Driverless industrial trucks and their systems. https://www.iso.org/standard/70660.html
- ANSI / ITSDF B56.5 — Safety Standard for Driverless, Automatic Guided Industrial Vehicles. https://www.itsdf.org/
- IATF 16949:2016 — Quality Management System for Automotive Production. https://www.iatfglobaloversight.org/
- Automotive News — Global automotive industry coverage. https://www.autonews.com/
- Assembly Magazine — Automotive and general manufacturing assembly. https://www.assemblymag.com/
- Interact Analysis — Mobile Robots Market research. https://interactanalysis.com/
- LogisticsIQ — Mobile Robots (AGV/AMR) Market Report. https://www.thelogisticsiq.com/
- VDMA Robotics + Automation (German Mechanical Engineering Industry Association). https://rua.vdma.org/en/
- MHI (Material Handling Institute) — AMR Industry Group. https://www.mhi.org/
- Siemens Industrial Automation — SIMATIC PLCs. https://www.siemens.com/global/en/products/automation.html
- Rockwell Automation — ControlLogix and FactoryTalk. https://www.rockwellautomation.com/
- The Robot Report — Industry news and analysis on robotics. https://www.therobotreport.com/
- Modern Materials Handling — Industry publication. https://www.mmh.com/
- OTTO Motors by Rockwell Automation. https://ottomotors.com/
- Mobile Industrial Robots (MiR), Teradyne Robotics. https://www.mobile-industrial-robots.com/
- AGILOX Services GmbH. https://www.agilox.net/
- Seegrid Corporation. https://www.seegrid.com/
- Jungheinrich AG. https://www.jungheinrich.com/
- Linde Material Handling (KION Group). https://www.linde-mh.com/
- PUDU Robotics Official Website. https://www.pudurobotics.com/